












| 别名 | 刮板输送机 |
|---|---|
| 功率 | 标准 |
| 输送能力 | 强 |
| 品牌 | 衡水仟润 |
| 型号 | 40T |
| 加工定制 | 是 |

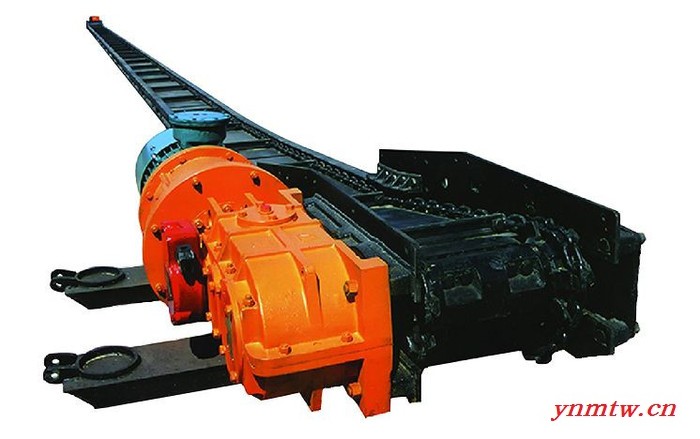
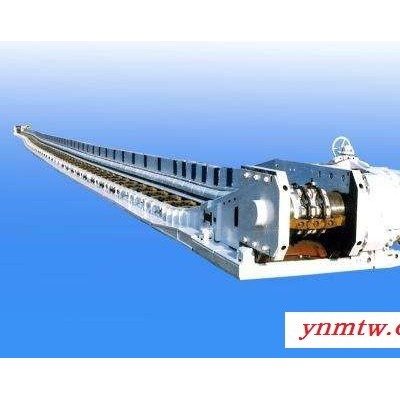
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
实际应用
刮板输送机可用于水平运输,亦可用于倾斜运输。沿倾斜向上运输时,倾角不得超过25°,向下运输时,倾角不得超过20°,当倾角较大时,应安装防滑装置。可弯曲刮板输送机允许在水平和垂直方向作2°~4°的弯曲。
工作原理
刮板输送机的工作原理是,将敞开的溜槽,作为矿石或物料等的承受件,将刮板固定在链条上(组成刮板链),作为牵引构件。当机头传动部启动后,带动机头轴上的链轮旋转,使刮板链循环运行带动物料沿着溜槽移动,直至到机头部卸载。刮板链绕过链轮作无级闭合循环运行,完成物料的输送。
优点
1、 1、结构坚实。能经受住矿石或其他物料的冲、撞、砸、压等外力作用。
3、机身矮,便于安装。
4、能兼作采煤机运行的轨道。 5、可反向运行,便于处理底链事故。 6、能作液压支架前段的支点。 7、结构简单,在输送长度上可任意点进料或卸料。 8、机壳密闭,可以防止输送物料时粉尘飞扬而污染环境。 9、当其尾部不设置机壳,并将刮板插入料堆时,可自行取料输送。 历史中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形; 17世纪中,开始应用架空索道输送散状物料; 19世纪中叶,各种现代结构的输送机相继出现。 1868年,在英国出现了带式输送机; 1887年,在美国出现了螺旋输送机; 1905年,在瑞士出现了钢带式输送机; 1906年,在英国和德国出现了惯性输送机。此后,输送机受到机械制造、电机、化工和冶金工业技术进步的影响,不断完善,逐步由完成车间内部的输送,发展到完成在企业内部、企业之间甚至城市之间的物料搬运,成为物料搬运系统机械化和自动化不可缺少的组成部分。 发展阶段 编辑 刮板输送机在煤矿的生产与建设中的发展,大致经历了三个阶段。第一阶段在30-40年代,是可拆卸的刮板输送机,它在工作面内只能直线铺设,随工作面的推进,需人工拆卸、搬移、组装。刮板链是板式,多为单链,如V型、SGD-11型、SGD-20型等小功率轻型刮板输送机。第二阶段是40年代前期由德国制造出可弯曲刮板输送机,它与采煤机、金属支架配合实现了机械化采矿。这种刮板输送机咳适应底板不平凸凹凸不平和水平弯曲等条件,移设时不需拆卸,并且运煤量也有所增大,如当时的型号SGW-44型刮板输送机就是这个阶段的代表产品。进入60年代由于液压支架的出现,为了适应综采的需要,刮板输送机发展到了第三阶段,研制出大功率铠装咳弯曲重型刮板输送机,如SGD-630/75型、SGD-630/180型等就是属于这个阶段的产品。 随着采煤工作面生产能力的不断增大,刮板输送机主要发展趋势是: 1、大运输量。国外先进采煤国家已经发展到小时运输能力高达1500t(80年代)3500t(90年代)的刮板输送机。 2、长运输距离。为了减少采区阶段煤柱的损失量,加大工作面的长度,刮板输送机的长度已经达到335米以上。 3、大功率电动机。电动机的功率已发展到单速电机达525kW,双速电机500/250kW。 4、寿命长。由于使用大直径圆环链,增加了刮板链的强度,延长了刮板输送机的寿命,整机过煤量高达600万吨以上。 新型刮板 编辑 刮板输送机是煤矿、化学矿山、金属矿山及电厂等用来输送物料的重要运输工具。它是由中部槽、链条、刮板及牵引系统组成。其中,中部槽是刮板输送机的主要部分,钢制的中部槽已有近百年的历史,在长期的使用过程中存在以下缺点: ①重量大,安装和搬运费时费力; ②中部槽一般是由6~15mm的钢板制成,在受到较大的冲击时易变形,修复比较困难; ③耐腐蚀性差; ④耐磨性差; ⑤物料与中部槽的摩擦系数大,刮板输送机的功率大部分消耗于物料与中部槽的摩擦力上,造成了能耗过大、投资增加。 用超高分子量聚乙烯是制造刮板输送机的中板,可解决钢制中板所存在的问题,得到塑料刮板输送机。对于小型刮板输送机可以通过改性超高分子量聚乙烯来制造刮板输送机。对于上面行走采煤机的大型刮板输送机,要采用钢塑复合的方法,用超高分子量聚乙烯作为衬里,提高大型刮板输送机的耐磨性,延长使用寿命,降低摩擦系数,从而降低功率消耗并降低对牵引、传动系统的要求,这对大型刮板输送机有巨大意义。本产品由山东科技大学研制,可用于煤矿、化学矿山、金属矿山及电厂等物料运输。 安全措施 编辑 刮板输送机的回撤顺序 刮板及刮板链→刮板输送机机尾及其传动部冷却水管及电缆→刮板输送机机头及其传动部→机头弯曲过渡槽→中部槽及电缆槽。 拆卸、装车及捆绑 1、拆除刮板输送机时,应先停电闭锁,然后在机头过渡槽处将刮板上链掐开,闭锁机头电机给机尾电机送电,机尾电机正转点动将所有刮板链吐出,并用人工拉到煤壁侧分段从机巷装车运出。 2、刮板输送机机尾拆除后,利用风巷绞车牵引到起吊装置下进行解体,将其传动部拆下,分别进行装车。装车具体方法是利用两个倒链分别吊住部件两头起吊一定高度后,将平板车推入设备下装车,捆绑时,每车捆绑不少于6处,每处不少于6股8#铅丝绞紧捆绑,即先用8#铅丝在四角进行捆绑固定,再用两根Φ18.5mm的钢丝绳绳扣配合花栏螺丝沿对角进行交叉捆绑。 3、机尾过渡槽及其邻近两节中部槽均拉运到风巷进行装车。 4、以上工作完成后,进行安装转盘道和铺轨工作,同时以备拆运中部槽用。 5、中部槽及电缆槽拆卸时,首先应将两节齿条拆去放在煤壁侧,然后拆除电缆槽,每两节溜槽整体拆卸,中间连接哑铃销子不可拆卸。 6、中部槽连同电缆槽均采用斜台装车,利用主绞车牵引平板车,并将平板车与斜台可靠连接,副绞车牵引中部框架进行装车,要求装一件捆绑好一件,捆绑方法同上,捆绑必须牢固可靠,设备捆绑好后,方可解掉副绞车钩头,每车要求只装两节溜槽和两节电缆槽。 7、装车捆绑完毕后,经检查无问题时,去掉斜台与平板车间连接销,将副绞车钢丝绳移开轨道,利用主绞车提升到转盘道后,利用绞车运到+1170m车场。 8、刮板输送机机头解体后同样利用斜台装车,装车及捆绑方法与装中部槽相同。 9、后部输送机回收前,后尾梁插板全部打出的情况下,先将后部输送机左右侧浮煤清净,检查后部输送机老空侧顶板维护情况,确认无隐患后,再检查上口扩帮段支护,在支护完好的情况下,抽出中间支柱,腾出回收通道后,开始回收,抽出后如发现顶板支护不可靠,必须用同规格的棚子套棚支护。 10、拆卸回收期间,支架必须正常供液,设专人检查支架的完好情况,如有漏液等其它情况,必须立即进行处理,以防支架尾梁降落。 11、后部输送机回收时,可分为两段同时进行回收(以60#支架为中心),即上段自上而下,下段自下而上顺序回收。 12、回收机尾段时,可利用风巷回柱绞车配合导向滑轮进行回收。将导向滑轮利用新品40T链环或钢丝绳绳扣固定在100#架尾梁上帮的戗柱上,把60#架以上段从100#架上帮的空间拉出,拖至装车地点,分类装车运走。 13、后部输送机机尾及传动部,可用5吨导链进行拉运。后溜机头段的回收,待端头支架回收完毕,把下口顶板维护好后,利用机巷安装的JH-14型回柱绞车配合导向滑轮进行回收,将导向滑轮利用新品40T链环或钢丝绳绳扣支设戗柱固定在1#过渡架尾梁侧机巷的合适位置,拉出后在机巷进行装车外运。装车和捆绑方法同前溜。 14、回收后溜前,在60#架尾梁处打两棵戗柱或利用40T链环捆绑放置道木阻车器,防止回收60#架以上溜槽时设备下滑,在此处挂上金属网片,将上下段隔开,防止回收后溜后上口杂物滑下伤人。 15、拉运后溜设备时,钢丝绳沿线不得有人工作或停留,人员必须站在两支架间观察设备的拉运情况,如有问题,立即停止拉运,处理好后方可继续进行。 16、拉运后溜设备时,严禁人员进入或在支架尾梁处工作。为防止后溜下滑,支架与后溜联接链不得提前擅自拆除,必须按照顺序拆一件、运一件,拆运要协调,每次拉运溜槽不得超过2节。 17、上下两段同时回收时,必须各派专人观察设备的拉运情况,且必须由现场跟班队干和盯岗人员统一指挥、现场监督。 18、后溜设备回收完毕,回收上口棚梁和单体支柱,及时用旧枕木架设两个“#”字型木垛,接实上口顶板。里侧木垛与100#支架尾梁切顶线齐,外侧木垛与100#支架底座前端齐。回收上口棚梁和单体支柱时,应由里向外逐架逐棵进行回收,回收前先打好护身戗柱,严格执行“先支后回”的原则,待木垛、板梁接实后再回收支柱。