
























| 产地 | 河南 |
|---|---|
| 出料粒度 | 10--30mm |
| 电动机功率 | 75kw |
| 给料粒度 | 350mm |
| 耗电 | 75kw |
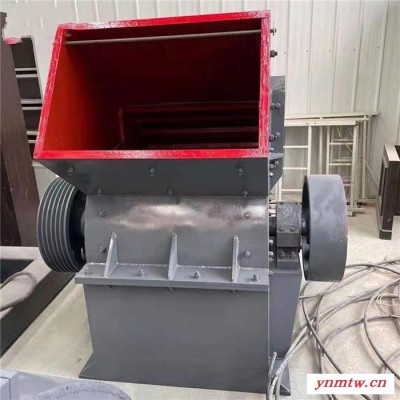
| 类型 | 锤式破碎机 |
| 驱动方式 | 电机驱动 |
| 生产能力 | 40--60t |
| 适用物料 | 鹅卵石、石英石等常见石料 |
| 应用领域 | 工程建筑,建材,建筑,矿业,煤炭,选矿,冶金 |
| 重量 | 6t |
| 作用对象 | 石料 |
| 粉碎程度 | 中碎机 |
| 品牌 | 豫园机械 |
| 加工定制 | 是 |
| 进料边长 | 350mm |
锤式破碎机因产能高,使用维护简便而广泛应用于中等硬度物料的中细碎作业,在整个生产线中,其产量不仅关系到自身的生产效率,同样影响着整体系统的正常运行。通过专家总结,一般造成锤破产量达不到要求的原因有:系统能力不匹配,进料粒度控制不合理,矿石含泥量过高,反击板位置不合适,锤头易磨损,使用维护不当等。

一、系统能力
整个破碎系统由给料机、提升机、破碎机、振动筛、皮带输送机等组成,这些设备匹配不当**可能造成整个系统的产量不足。
一般破碎机的上给料和下出料输送设备的能力应该是破碎机额定产能的130%。如果给料机已经开到满速,系统的产量仍然达不到额定值,且破碎机主电机的电流负荷却不高,说明给料机料层厚度不足,喂料量过小。对此,应更换减速机或电机来提高给料机运转的线速度,以增加喂料量,提高破碎机产能。
另外,在同等使用条件下,给料机的角度、料仓形状、料仓出口形状等设计不合理都会造成板料层高度不够,喂料能力下降,影响整个系统的产量。
二、进料粒度
原料矿石的抗压强度、二氧化硅含量、含水量、含泥量等,都会影响破碎机的产量及锤头使用寿命。入料粒度过大,或大粒度物料的含量较高都会使破碎机的产量降低。
一般破碎机的入料粒度规定:**大粒度物料所占比例不能超过入料总量的10%。如果**大粒度的物料喂入过多,不但会降低破碎系统产量,而且破碎机会经常闷机,对工作部件(如锤头、锤轴、转子盘等)的伤害很大。
正确的做法:喂入正常爆破状态下各种粒级均占一定比例的物料,必须严格要求石料粒度。另外,破碎原料中符合出料粒度要求的物料含量大于15%时,增加预筛分装置,将其先行分离出来,不进入破碎机内,这样也会增加产量,同时减少锤头的磨损。
三、矿石含泥量
含泥量不仅影响破碎机的产量波动,更会加快锤头的磨损,导致破碎成本的增加。泥土含量越高,对卸料影响越大,特别在南方的雨季时节更严重。对此,应严控原料的含土量,如果其含量超过12%**要在破碎机前面增加预筛分装置,将泥土先行分离出来,不进入破碎机内。
四、反击板的位置
锤破由转子、锤头、锤架、销轴、机架、反击板、筛板、传动部件等组成,反击板位于转子的正前方,上下破碎腔水平中心线以上,它是破碎机上腔的组成部分之一。反击板由板体及装在其上的若干齿形破碎衬板组成,齿形反击板对破碎物料产生冲击破碎作用,怎么调节反击板位置,使破碎腔达到形状至关重要。
一般而言,反击板与转子之间的间隙尺寸影响进入排料带的物料粒度(通常此间隙为出料粒度的1.1~1.3倍),进而影响破碎机的产量。此外,反击板的磨损程度同样会影响产能,当破碎衬板磨损到离衬板磨穿还有10mm时要及时更换破碎衬板。
五、破碎机锤头
锤头是锤式破碎机的主要消耗件,其使用寿命对生产的稳定和生产成本有直接影响。锤头磨损后不仅影响破碎机的产量及出料粒度,更严重的是加剧转子端盘与锤架的磨损。
锤头的寿命与很多因素有关。排除锤头材质和制作质量问题外,原料中二氧化硅含量,以及含泥量、含水量是影响锤头寿命的关键因素。如果物料含泥量大,含水量高**会使卸料篦板排料不畅,形成“垫层”。当锤头与篦板磨损后,锤头工作圆直径变小,篦板弧度变大,在排料区域锤头与篦板的间隙过大,一些大粒度的物料被扫到该区域,又不能及时被破碎排除,也会形成“垫层”。这两种情况都会导致破碎机内累积物料,效率降低而锤头的磨损加剧。
小提示
在正常生产过程中,一旦发现破碎机产量减少,电耗增加或出料粒度变大时**应该检查锤头、篦板和其他部件的磨损情况,并及时进行调整与维修,以免造成更大的损失。
一旦锤头的重量减少到初始重量的80%后**必须更换锤头,否则产量、粒度均难保证。
新锤头前部棱边磨到其宽度的五分之三时,可将锤头翻边使用。
六、设备的操作和日常维护
设备的正常操作和维护关系到设备的运转率,对锤破产量有很大影响。一般情况下,日常维护需注意以下几个方面:
(1)在正常工作条件下,每个轴承室8h加油脂1次,以保证油脂占轴承内腔的1/3~1/2为宜(视具体损耗情况适量增减)。注油时,一定要把油枪嘴和注油口周围清理干净,不能让灰尘进入油枪。
(2)检查各部分螺栓和联接键有无松动现象。
(3)检查锤头、篦板、反击板的磨损情况,以及各调整装置能否正常工作。
(4)注意监听机器的声音,如发现异常响声,应立即停机检查,查明原因并处理完故障后方能继续工作。
(5)锤盘及锤套磨损后应堆焊耐磨层,焊条硬度大于HRC55。
(6)使用一段时间后的锤轴,通常在挂锤头处和由锤盘支承锤轴处被磨成凹槽,产生棱边,在重新安装这样的锤轴前,可通过打磨或碾平,消除这些棱边,以改善锤轴受力条件。


















