





















| 规格 | 770*550*2280 |
|---|---|
| 别名 | 中频焊接设备,刀头钎焊设备 |
| 电压 | 380V |
| 控制方式 | 数控 |
| 类型 | 中频钎焊设备 |
| 输出功率 | 100W |
| 输入功率 | 90KVA |
| 用途 | 金属的焊接、钎焊 |
| 输出中频电流 | 160A |
| 输出振荡频率 | 10-25KHz |
| 品牌 | 德胜 |
| 加工定制 | 是 |

河南德胜电子技术有限公司位于中国中部经济区中心城市--河南郑州,成立于2005年,专注专业生产销售以IGBT为开关元器件的中频、超音频、高频、超高频感应加热设备及整套淬火设备的高新技术企业,经过我们多年辛勤耕耘,于2016年积极加入了中国热处理行业协会,成为热处理会员单位,并通过了ISO9001:2008质量体系认证。IGBT感应加热设备,产品与服务涵盖调质、锻造、淬火、回火、退火、透热、焊接、热拆、热装等工业领域。
我公司主导产品是:IGBT为开关模块的超音频、高频、中频感应加热设备和DSSK系列数控淬火机床,其感应加热设备产品功率从16KW至500KW等多种规格型号,主要用于:锻造、焊接、热处理(淬火、退火、回火)等生产加工领域,成为金属透热,表面淬火,金属熔炼等生产线上的重要设备,可替代传统的存在严重污染的燃煤加热和高耗能的电子管加热设备,取得良好的经济效益和社会效益。
伴随我国工业的迅猛发展,产品的性能不断升级,众多生产厂家对感应加热设备的要求愈来愈高。新型感应加热设备取代传统低端设备,己成为改进升级的必然选择。
我公司在分析借鉴国外众多设备优点的基础上,结合工业现场的实际应用需求,整合了先进的适用于感应加热的电子电路技术,使用新一代电力电子功率器件IGBT作为串联谐振逆器的开关器件,并应用了国外先进的DSP电子控制技术,努力打造出具有自主知识产权的新型全数字串联谐振感应加热电源设备,用于实现交流电能的频率转换和功率控制,广泛应用于兵器工业、航空航天、汽车、治金、矿山、工程机械、轻工等各个领域。
可针对用户各类感应加热应用要求,提供各类高品质的自动化/半自动化生产线设计和交钥匙服务。并向您提供24小时响应的服务承诺,满足用户全方位的应用需求。
在这里,你需要的应有尽有,总有一款适合你!采购高中频焊接成套设备——高中频焊接设备+闭式冷却系统+免费技术跟踪增值服务,在此一站式配齐,包教包会包使用,省时省心省银子!
我们的团队拥有
◆16年实际感应加热设备设计工程师
◆20年实际淬火机床设计工程师
◆13年实际感应热处理工艺设计工程师
◆20年实际感应器设计与制作工程师
高频钎焊设备
面板功能:电压、电流的显示,过压、过流、水压、缺相等状态指示及保护
一、IGBT高频焊接成套设备组成和中频焊接设备优势
1、高频焊接成套设备包括如下组成:
A、80KW高频钎焊设备 一套;
B、定制钎焊感应器 一套;
C、闭式冷却系统 一台;
注:高频钎焊成套设备是根据用户刀头焊接的详细要求而进行的定制。
2、工作前无须预热,可以连续工作;加热时间和功率可调;支持外接远控开关,来控制电源的启动加热和停止加热功能;非接触式感应加热;采用德国原装进口IGBT核心元器件,加热高效;频率范围宽,可根据具体加热工件的大小进行更换感应器,适应范围大;24小时连续工作能力;节能环保,无污染,清洁,提高工人工作环境;消除高压,保护全,操作简单安全;简单易学,体积小不占地方,即开即用。
在控制电路中设有各种操作,保护电路、主电路与控制电路的上电、掉电先后次序,以及使用人员的误操作等,均不会对系统产生任何影响。
具体的保护功能有:
1、 缺相保护--检测三相交流输入是否有缺相,如缺相立刻保护,停止工作。
2、 过电流保护--系统过电流截止保护,防止设备因过电流而损坏功率器件。
3、 过电压保护--对电源电压进行监控,当电源电压过高立刻保护,有效的防止功率器件损坏。
4、欠电压保护---对电源电压进行监控,当电源电压过低立刻保护,有效的防止功率器件损坏。
5、水压低保护---冷却水压力保护,水压过低时立刻保护,有效的防止感应线圈被烧坏。
6、超温保护---对冷却水及散热器温度进行监控,防止功率器件因温度过高损坏。
三、高频钎焊设备技术特点
1、采用德国IGBT变频,电压反馈串联谐振电路。变换效率高达97.5%以上,比可控硅设备节电30%;
2、 不论输出功率的大小,功率因数始终不小于0.95。任何负载下均可启动成功。具有频率自动跟踪的功能,在全过程中始终能够保证高功率因数;
3、 整个控制系统均为数字集成化,各种保护动作速度快,整机的故障率低,寿命长;
4、 双闭环控制功能,高效快速加热,优化金属工件加热过程。
5、中频钎焊设备保护电路设有过压、过流、水温、缺水、缺相等报警指示并自动控制和保护。
四、DSGP-80型合金刀具高频钎焊设备主要技术参数表
| 额定功率 | 80KW | 进水温度 | <45℃ |
| 输入电源 | 三相380V/50-60Hz | 冷却水量 | ≥6L/min |
| 工作频率 | 10-25KHZ | 暂 载 率 | 见产品 |
| 输入电流 | 380A | 主机柜尺寸(mm) (长*宽*高) | 770*550*1180
|
| 工作电压 | 342-430V | 主机重量约: | 110KG |
| 冷水压 | ≥0.3MPa | 变压器重量约 | 68KG |
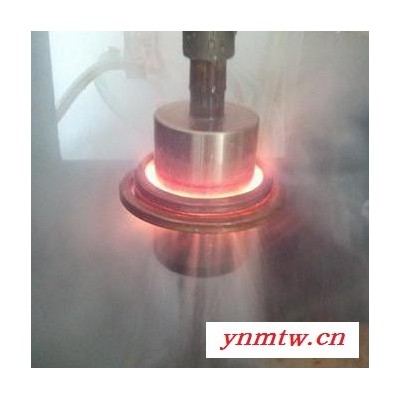
五、高频钎焊设备焊接工艺过程
高频钎具的焊接主要是硬质合金刀头与钢体的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。 因此焊接使设备的频率应在10-12KHZ,温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时设备感应器应加热均匀由内到外加热慢慢预热进行焊接,因此要求刀槽与刀头焊接面形成一致。局部过热会使刀头本身或刀头与刀杆的温差较大,热应力将使刀头刃口崩裂。所以要求加热时先对刀杆预热,若刀头与刀杆一起加热应对感应器设计有个合理的磁场分配,在满足使用所需要的焊缝强度要求下,尽可能减少钎焊面的面积。
六、高频钎焊设备应用案例和企业实力展示
盾构机中频钎焊设备在用户现场
定制盾构机刀头焊接感应器
盾构机刀头特写
盾构机刀具焊接状态
盾构机设备
刀具高频焊接现场
潜孔钻头高频焊接设备工作现场
硬质合金刀具高频焊接
中频钎焊设备生产厂区
中频钎焊设备调试区域
质 八、质量保证措施和服务承诺
1、质量保证措施
1.1、严格执行ISO9001质量管理体系进行生产过程管理;
1.2、精心设计,各配件标准化生产,严格调试。
1.3、所有电气元器件选择国际国内品牌,主要配套件由定点厂家生产。
1.4、生产、管理、工艺、质检各部门对产品质量层层把关,加强工序间的检查,严格出厂的检验,确保产品的质量。
2、服务承诺
2.1、为需方提供全套维护用使用说明书;
2.2、供方派技术人员到买方现场负责设备的试运行和调试;
2.3、在买方现场对操作人员、维修人员进行技术培训;
2.4、在设备验收后,供方留一名技术人员监护设备使用情况,监护时间为2天;
2.5、对产品质量长期跟踪服务,设备在验收后一年内,供方免费负责解决设备质量异常现象,在接到故障信息后,24小时响应,最短时间以内排除故障(不可抗拒因素除外);
2.6、设备在验收一年后直至设备使用期限内,供方有义务详尽回答有关设备操作、维护、使用等方面的技术问题;此期间供方维修只收取维修成本费,维修成本费由维修人员差旅费、外出期间工资、更换器件成本费组成。
更多有关全固态高频淬火设备,超音频感应淬火设备,中频透热锻造炉,中频钎焊设备,合金刀具高频钎焊设备,钎具高频焊接设备,高频钎焊设备,高中频淬火成套设备 全国服务热线请致电:13937110571(微信同号) / 13838042722
温馨提示:产品图片、价格及属性仅供参考,产品规格不同价格不同 。
1.设备图片仅为标准产品实物图,所有最终产品实物、价格及交货期以最终双方沟通后签订的合同或技术协议为准。
2.此类设备一般为按客户需求非标订制,如对我们的产品有意向,请随时联系客服人员,我们期待着为您服务。














